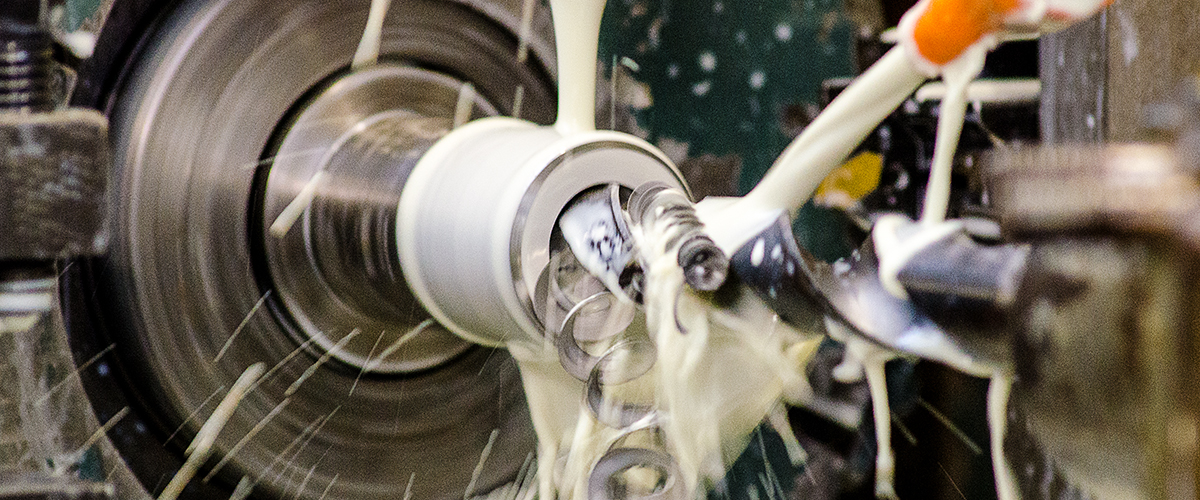
Turning is a machining process in which a cutting tool, typically a non-rotary tool bit, describes a helical tool-path by moving more or less linearly while the workpiece rotates.
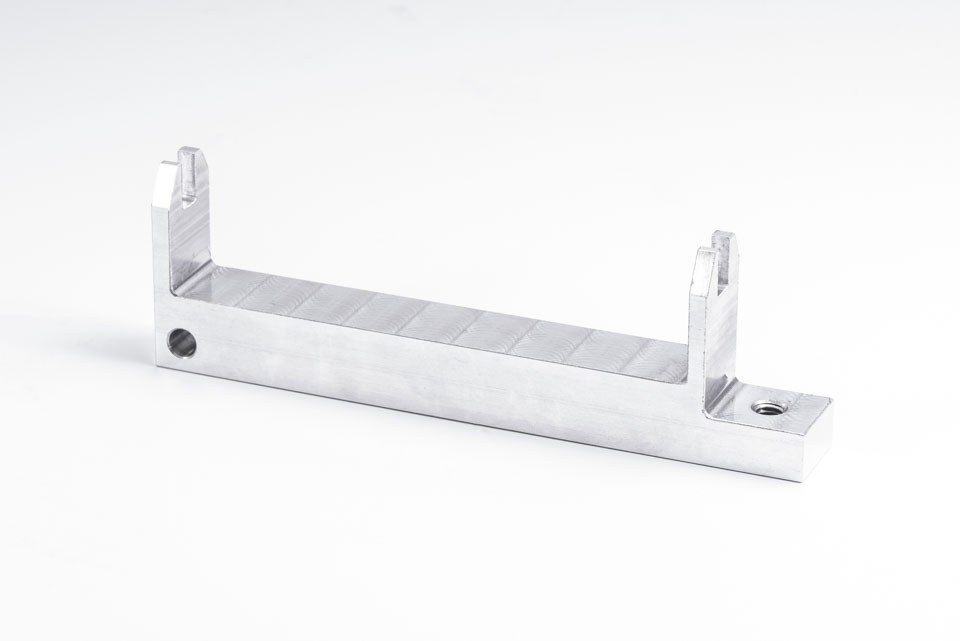
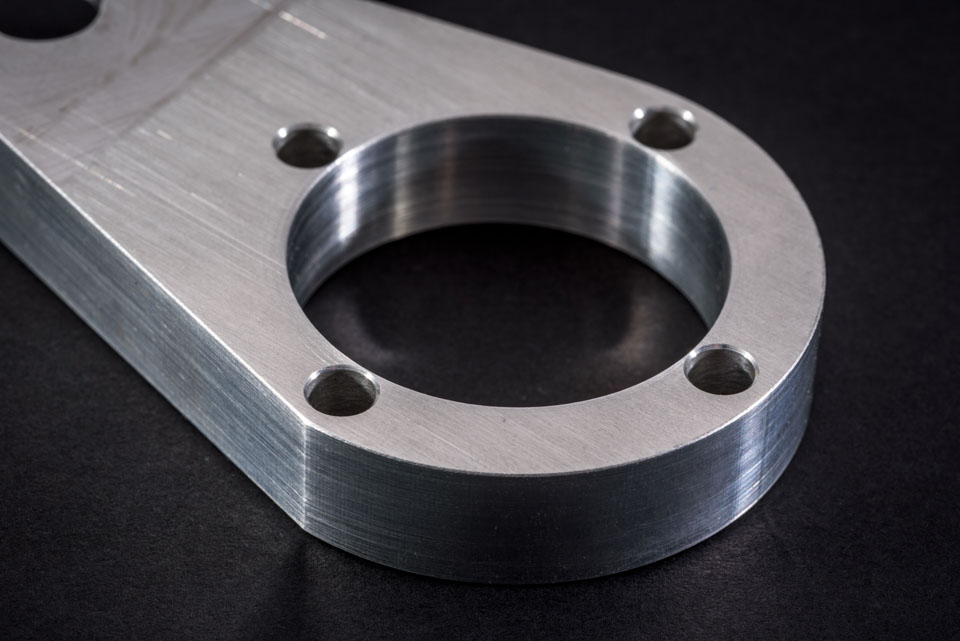
When turning, a piece of relatively rigid material (such as wood, metal, plastic, or stone) is rotated and a cutting tool is traversed along 1, 2, or 3 axes of motion to produce precise diameters and depths. Turning can be either on the outside of the cylinder or on the inside (also known as boring) to produce tubular components to various geometries.
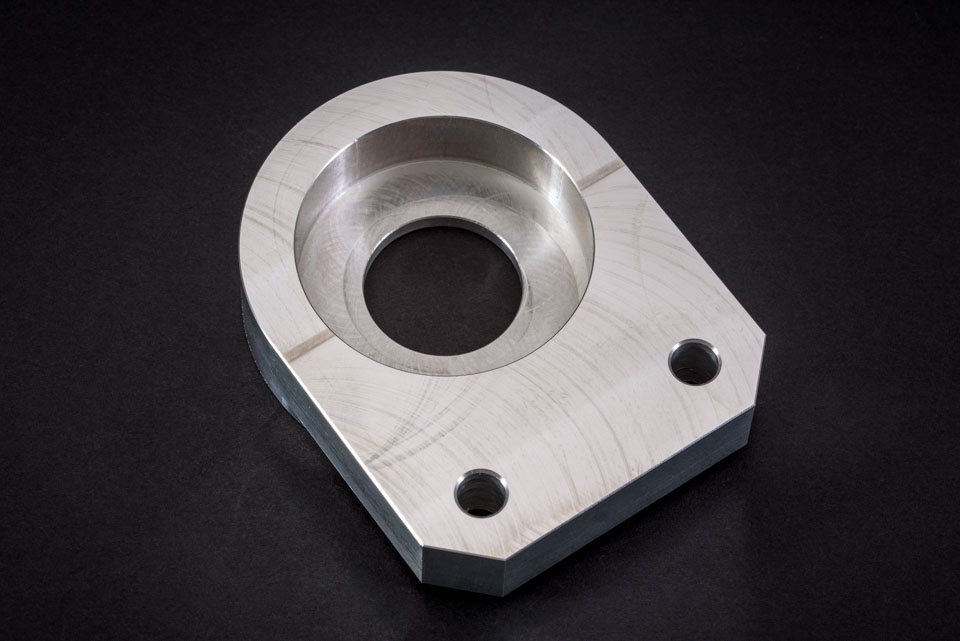
The turning processes are typically carried out on a lathe, considered to be the oldest machine tools, and can be of four different types such as straight turning, taper turning, profiling or external grooving. Those types of turning processes can produce various shapes of materials such as straight, conical, curved, or grooved workpiece. In general, turning uses simple single-point cutting tools. Each group of workpiece materials has an optimum set of tools angles which have been developed through the years.